Factory Hot Selling Adult Clothing Protectors Pregnant Mother Protection Apron

Hot Selling Adult Clothing Protectors Breathable Non-Stuffy Kids Aprons
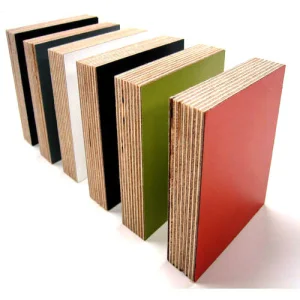
High Quality 4X8 3mm 12 mm 18mm Furniture Grade Melamine Coated Laminated Plywood Board

Reversible Surface WPC Decking Dual-Side Wood Grain 140mm Versatile Floorboards

Reversible Finish WPC Decking Dual-Side Wood Grain 140mm Versatile Floorboards



The global market for Industrial Grade Countertop Protectors has seen an exponential surge in demand over the last decade. As modern commercial environments—ranging from high-traffic hotel kitchens to sterile medical laboratories and advanced electronics manufacturing facilities—evolve, the need for surface protection that goes beyond the "ordinary" has become critical. In 2024, the industry is valued at billions of dollars, driven by rigorous health regulations, the high cost of premium countertop materials (like marble, granite, and stainless steel), and a universal shift toward sustainable workplace solutions.
Industrial-grade solutions are no longer just about preventing scratches; they are integrated safety components designed to withstand extreme temperatures, chemical spills, and heavy impact while maintaining 100% antibacterial compliance. Global enterprises from North America to the European Union are prioritizing procurement from suppliers who can guarantee long-term durability and material safety certifications.
The integration of silver-ion and titanium-based antimicrobial technologies is the gold standard. These materials actively inhibit 99.9% of bacterial growth, a non-negotiable requirement for modern healthcare and food service sectors.
Sustainability is no longer a buzzword; it's a procurement mandate. Trends are shifting towards WPC (Wood Plastic Composite) and recyclable Titanium, reducing the carbon footprint of large-scale industrial fit-outs.
Modern protectors must handle thermal shock, acidic chemical exposure, and mechanical stress without degrading. Multi-layered composite technology is replacing single-material slabs for superior longevity.
Since its establishment, Shandong ProChef Kitchen Co., Ltd. has been dedicated to the development and manufacturing of kitchen products, with a strong specialization in cutting boards. Over the years, the company has built solid technical expertise and extensive industry experience, becoming a reliable manufacturer in plastic and composite cutting board production.
Driven by innovation and market insight, the company continuously improves its products and holds multiple design patents and proprietary technologies. With a strong focus on antibacterial cutting boards, we have established a solid reputation in both domestic and international markets. Our mission is to deliver high-quality, safe, eco-friendly, and innovative kitchen solutions that meet the evolving needs of modern consumers.

Shandong ProChef Kitchen Co., Ltd. is committed to redefining the role and value of cutting boards and surface protectors in the kitchen. Although often overlooked, these tools are essential to food safety and cooking efficiency. We strive to develop products that combine health, safety, sustainability, and user-friendly design.
We utilize advanced materials and cutting-edge antibacterial technologies to ensure long-lasting protection against bacteria, helping safeguard the health of users and their families.
Our products feature anti-slip designs and knife-friendly surfaces, enhancing safety during use while helping extend the lifespan of kitchen equipment.
From raw material sourcing to manufacturing, we strictly follow environmentally responsible practices. Our products are designed to be recyclable, supporting sustainability.
We focus on practical details that improve the industrial experience, such as separation for raw and cooked foods, juice grooves, easy cleaning, and convenient storage solutions—making heavy-duty work more efficient and enjoyable.
Our professional R&D team combines experience with innovation, maintaining strong awareness of market trends and customer needs. We provide customized solutions for global industrial clients.
Equipped with advanced machinery and refined manufacturing processes, our production team ensures efficient output and consistent product quality. Strict production management guarantees reliability.
We implement a comprehensive quality control system across every stage—from raw material selection to final inspection. Each product undergoes rigorous testing to ensure it meets our high standards.
Looking ahead, Shandong ProChef Kitchen Co., Ltd. will continue to increase investment in research and development, expand its product portfolio, and strengthen its global market presence. We are committed to becoming a leading kitchenware and industrial protector manufacturer worldwide.

As a leading Chinese manufacturer, Shandong ProChef Kitchen Co., Ltd. offers unique advantages that Western suppliers often cannot match, especially in the context of Industrial Grade Countertop Protectors:
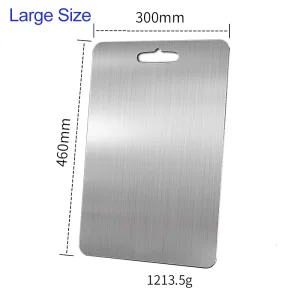
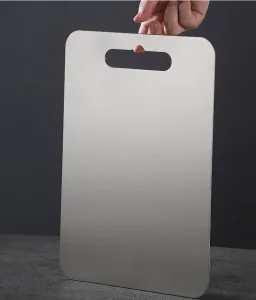
In high-traffic hotels and restaurants, our titanium and melamine protectors prevent heat damage from hot pans and cross-contamination during rapid meal prep.
Labs utilize our non-porous, antibacterial surfaces to maintain sterile environments where chemical resistance and easy decontamination are paramount.
Modern luxury homes use our custom-cut protectors to safeguard expensive quartz and marble countertops without sacrificing the aesthetic appeal of the interior design.